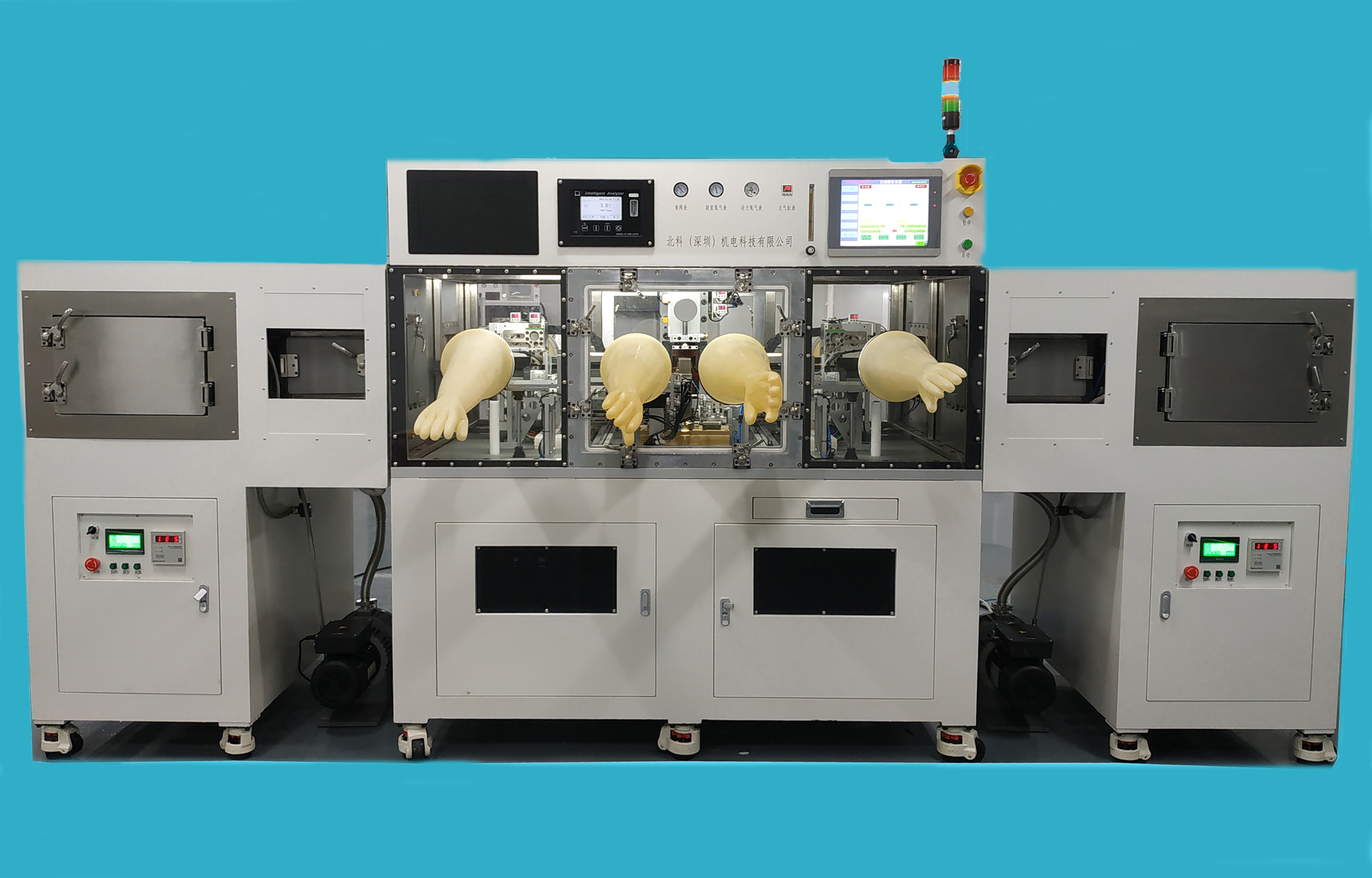
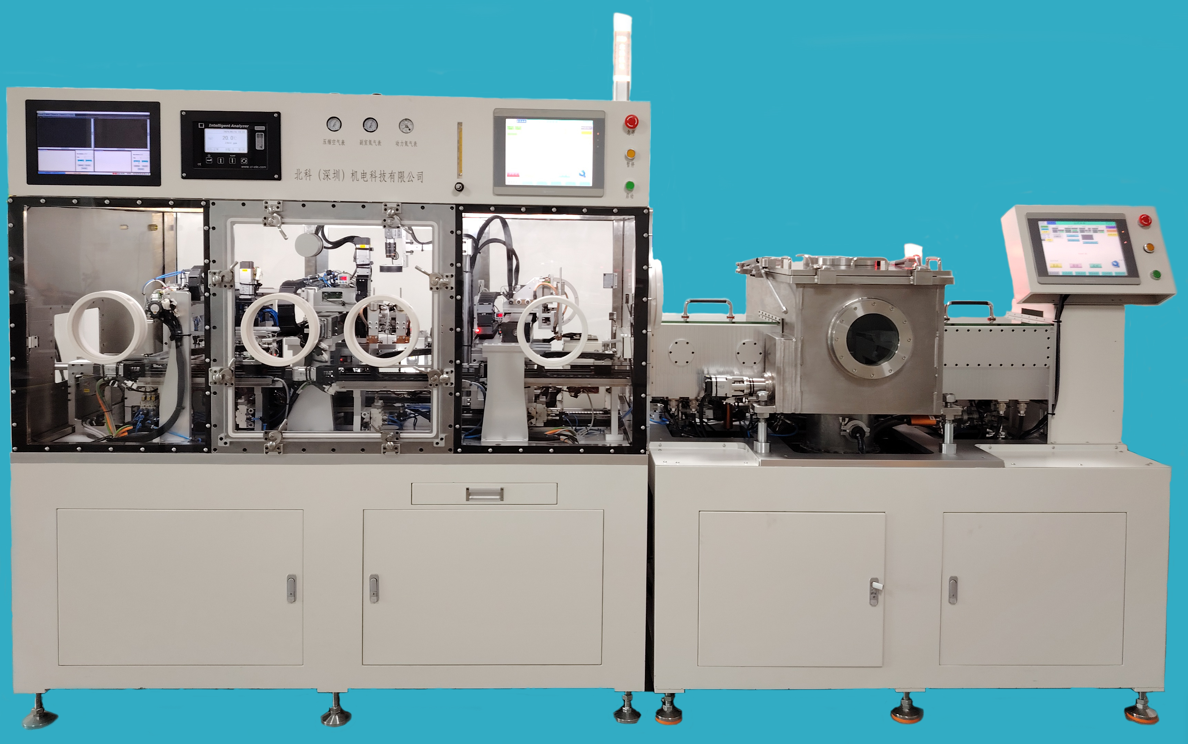
光電器件TO46、TO56、TO39、TO38等高精度封焊設備
訂購咨詢熱線:0755-28997636
15899867682 13321105262
隨著管道焊接技術的不斷進步,全自動焊接設備在長輸管道施工焊接施工中的應用越來越成熟和廣泛。并逐步向數字化、智能化方向發展。
隨著我國藍天保衛戰的深入推進,重大工程——中俄東線天然氣管道輸送工程正式啟動,中俄東線管道鋼級為X80M、管徑為φ1422mm×25.7mm、設計壓力12MPa,它是中國壓力較大、管徑較大的天然氣管道。為保證工程焊接質量的一致性和可靠性,所有管道均采用自動焊接工藝。
管道自動焊接質量控制措施如下:
一、 加強坡口加工質量
管道自動焊接的主要缺陷是坡口未熔化,因此坡口加工質量直接影響焊接質量。應對措施:首先,應有一個高加工精度的坡口加工機。自動焊接時,焊槍平放,焊接速度快,A-610雙火炬外焊機組裝的跟蹤系統,如未及時掃描,發現坡寬度不同,立即干預調整,或坡寬度在短距離內頻繁變化,跟蹤反饋系統調整紊亂,容易產生未熔化現象。
二是加強焊工的專業程度和責任感
管道自動焊接自動化和信息化程度很高,但自動焊工是保證焊接質量的關鍵。焊工焊接時,首先要糾正焊接軌道,確保焊槍不偏離焊縫。一般軌道安裝從熱焊開始,直到蓋焊結束。由于焊槍多次安裝和拆卸,很容易偏離軌道。同時,焊槍運動引起的軌道磨損也會導致焊槍偏差和焊接過程中的缺陷。這就要求每個焊工在每次焊接前準確校對軌道,加強軌道磨損的修復或更換。
焊工應在焊接過程中觀察坡口兩側電弧的熔合情況。填充焊為雙焊槍。焊接過程中發現電弧異常時,應立即停止焊接,并及時修復焊接。并調整焊槍的擺動寬度和邊緣的停留時間。
三、加強管道自動焊接設備的日常維護
管道自動焊接設備相對復雜,包括焊接電源系統、機械系統和控制系統。設備的定期維護是保證焊接質量的重要條件。焊接參數會隨時間和溫度而變化。因此,焊接參數應及時調整,焊接設備應始終保持良好狀態。

掃一掃加好友

微信公眾號
地址:深圳市龍崗區園山街道大康社區東海科技工業園10號三樓
聯系人:李華春
郵箱:15899867682@139.com