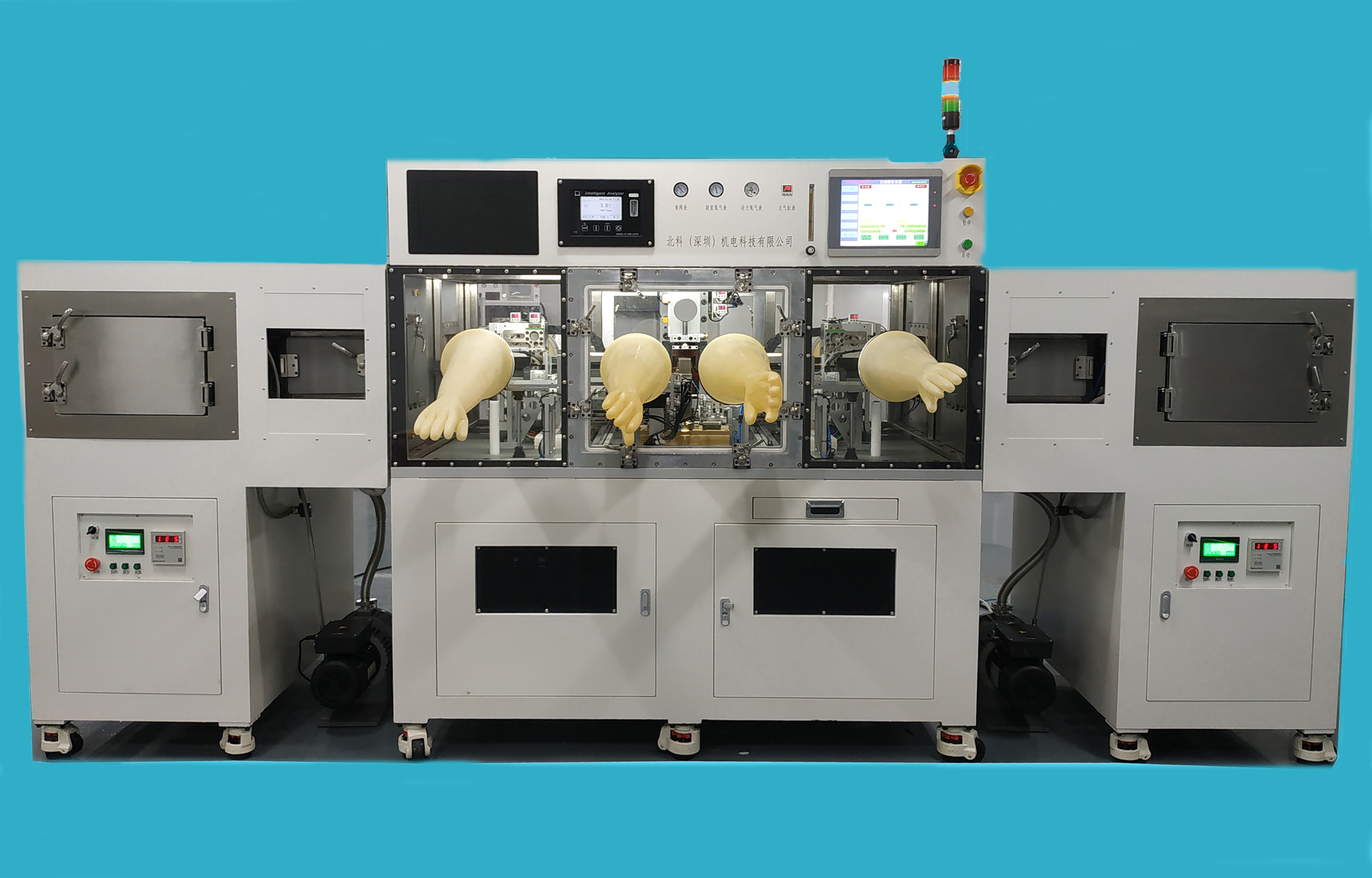
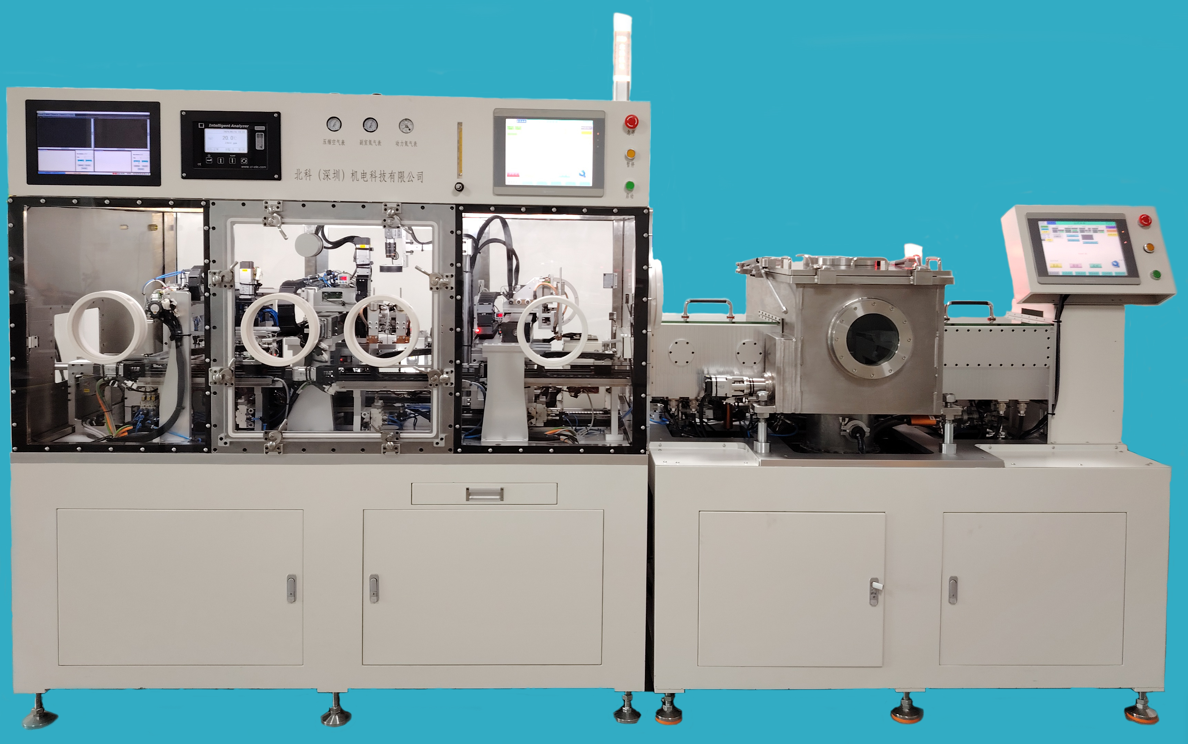
光電器件TO46、TO56、TO39、TO38等高精度封焊設備
訂購咨詢熱線:0755-28997636
15899867682 13321105262
焊機的焊接原理與點焊機相似,因此影響焊機焊接質量的因素大致相同,主要包括:焊接電流、電極壓力、焊接時間、休息時間、焊接速度和滾輪直徑。
焊接參數(shù)如何調整:
1.焊接電流。與點焊機一樣,縫焊機的焊接原理是利用焊接電流通過焊接區(qū)域形成電阻熱。
焊縫焊機的焊接電流一般比點焊時增加15-40%,但不要太大。焊機焊接電流過大,會增加熔核的焊接滲透率和重疊度,不會增加焊接強度,還會產生壓痕過深、焊接燒穿等缺陷。
2.電極壓力。焊機的電極壓力是影響芯尺寸和焊點一致性的重要因素之一。過高的電極壓力會使壓痕過深,加速滾筒的變形和損壞;壓力不足容易產生縮孔和飛濺,從而損壞滾筒電極,縮短使用壽命。
3.焊接時間和冷卻時間 。焊接時間控制熔接尺寸,冷卻時間控制焊點重疊。
中頻縫焊機
4.焊接速度。焊接速度的設置與焊接產品的材料、板厚、焊接強度和質量要求有關。一般來說,在焊接不銹鋼、高溫合金和有色金屬時,必須采用較低的焊接速度,以避免飛濺和良好的密封焊接。在某些特殊情況下,有時采用步進縫焊模式,在滾輪停止時形成熔融核,即焊接速度遠低于常用的間歇縫焊。
5.滾輪直徑。焊機的焊接速度決定了輥與板的接觸面積和輥與加熱部件的接觸時間,從而影響接頭的加熱和散熱。當焊接速度增加時,必須增加焊接電流以獲得足夠的熱量。焊接速度過大會導致板表面燃燒和電極粘附,因此即使外部水冷卻,焊接速度也會受到限制。
縫焊工藝是電阻焊技術的重要應用之一,特別是在密封焊接領域,焊接電流穩(wěn)定,可充分發(fā)揮縫焊工藝,滾焊紋理清晰,均勻,一致性好。

掃一掃加好友

微信公眾號
地址:深圳市龍崗區(qū)園山街道大康社區(qū)東海科技工業(yè)園10號三樓
聯(lián)系人:李華春
郵箱:15899867682@139.com