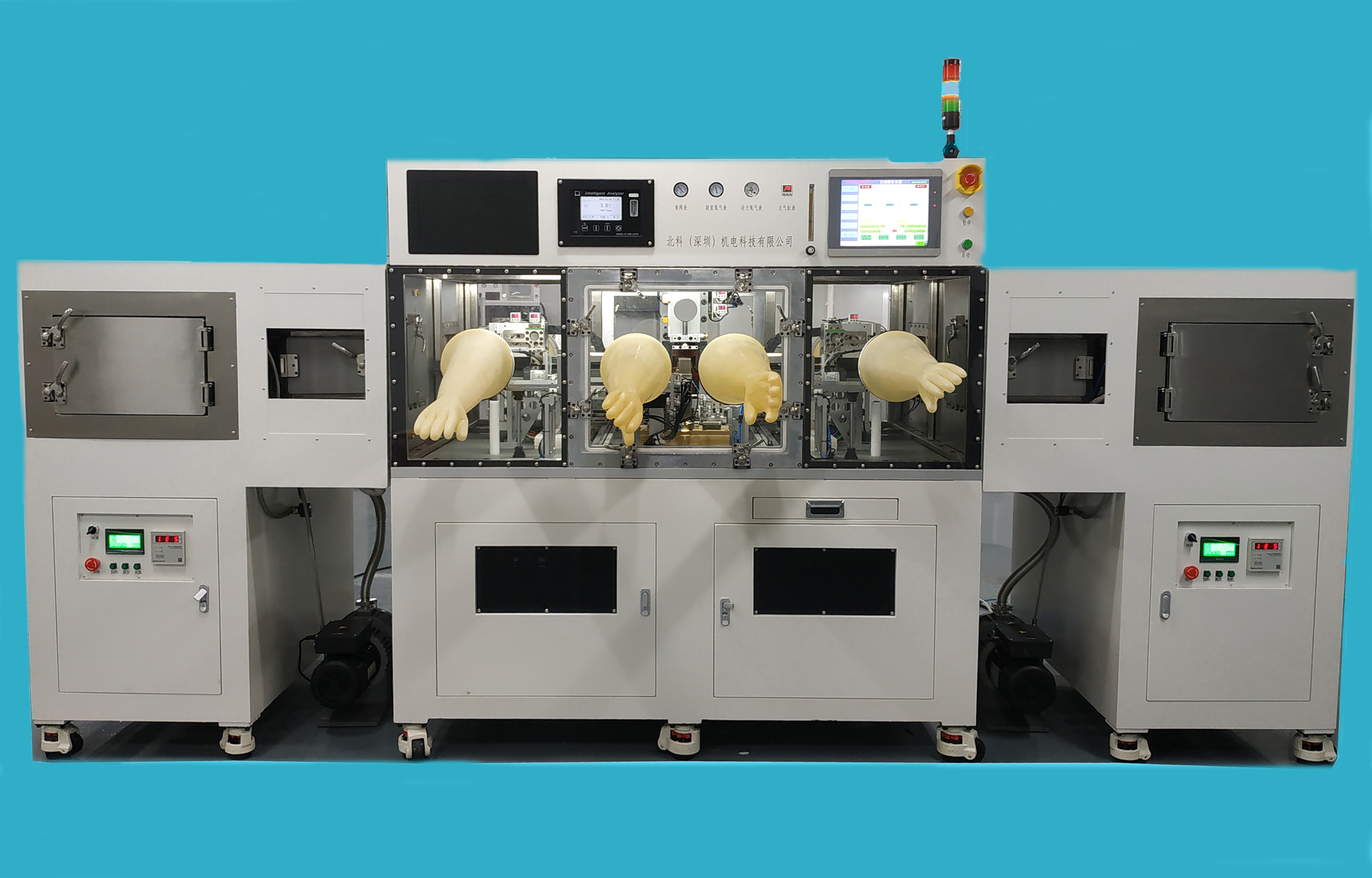
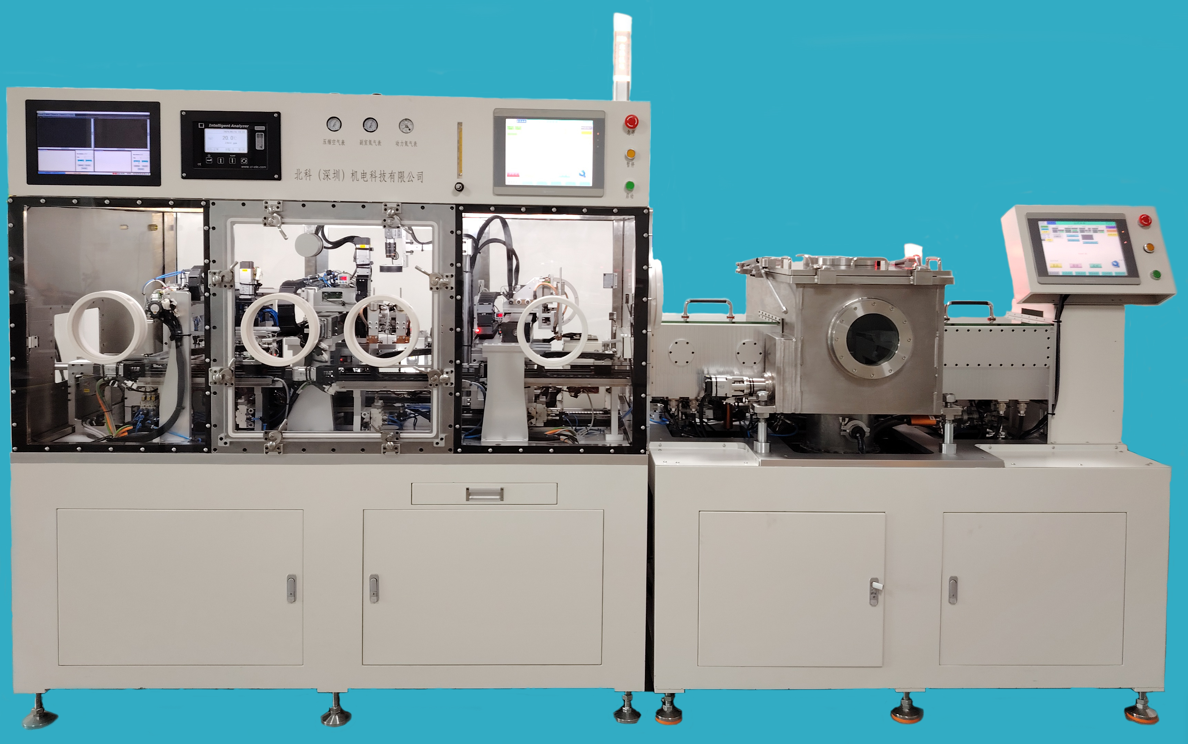
光電器件TO46、TO56、TO39、TO38等高精度封焊設備
訂購咨詢熱線:0755-28997636
15899867682 13321105262
焊機工作原理
在接縫形成過程中(間歇性),每個焊點也經歷了三個階段的預壓、電加熱和冷卻結晶。然而,由于輥電極與焊件之間相對位置的快速變化,這三個階段并不像點焊那么明顯。可以考慮:
1)在輥式電極的直接壓縮下,電流加熱的金屬處于電加熱階段。
2)即將進入輥電極的相鄰金屬受到輥電極的一定預熱和分壓,并處于“預加載階段”。
3)一方面,剛從輥電極底部暴露的相鄰金屬開始冷卻,并以相同的方式受到輥電極部分的壓力,并處于冷卻結晶階段。因此,輥電極下的焊接區域和相鄰兩側的金屬材料將同時處于不同的階段。對于焊縫上的任何焊點,輥下的過程是預加載 - 加熱 - 冷卻結晶三階段過程。由于該工藝是在動態條件下進行的,預壓和冷卻結晶階段的壓力不足。縫焊頭的質量一般比點焊差。裂紋和收縮等裂紋容易出現孔洞。
縫焊機的工作方法
根據輥電極的旋轉(焊接件的移動)和焊接電流的機電匹配方法,可分為以下三種類型。
連續縫焊
輥電極連續旋轉,焊件以恒定速度移動,焊接電流連續通過,并且每半個周期形成焊點。焊接速度可達10~20m / min。實際應用受到焊接表面質量差的限制。
間歇縫焊
焊件以恒定速度連續移動,焊接電流間歇通過,每次打開 - 關形成焊點。根據板厚焊接速度。0.5~4.3m / min,主要生產黑色金屬氣體、水、油封焊縫
階梯縫焊
焊接件間歇性移動,焊接件處于靜態狀態時焊接電流通過。每次移位形成焊縫,并可施加鍛造壓力。接頭的形成與點焊非常相似。焊接速度低,一般只需0.2~0.6m / min僅用于制造鋁合金、鎂合金等高密封焊接。

掃一掃加好友

微信公眾號
地址:深圳市龍崗區園山街道大康社區東海科技工業園10號三樓
聯系人:李華春
郵箱:15899867682@139.com